Along with fitting the fuel lines, making the brake lines is the part of the build which I am least looking forward to. Mainly due to the risk of what would happening if something is built correctly. Having found a suitable pair of big boy trousers, it’s about time I got on with the brake lines.
Start Simple
As part of the AK kit, you can purchase a set of steel braided flexi brake hoses. These fit onto the brake calipers with a banjo bolt and then to a mounting plate on the chassis.
 |
Brake flexi connected to a rear caliper and chassis mount.
|
Since these parts of off the shelf, they bolt together easily. The next step is the custom hard-line pipes…. Oh joys.
The plan
As always with most jobs you are not looking forward to, we start with a little procrastination. To connect the brake flexies to the brake servo (and pedal) custom hardline brakes lines need to be fabricated. The AK manual suggests the following brake line routes.
 |
| Schematic of AK 427 chassis with brake lines marked. |
Each of these brake lines are connected using a series of unions:
Rear offside brake flexi (female union) to the three-way union (male). Length approx. 160 mm

Rear nearside brake flexi (female union) to a three-way union (male). Length approx. 520 mm

Front offside brake flexi (female union) to three-way union (male). The length is approx. 90 mm

Front nearside brake flexi (female union) to three-way union (male). Length approx. 750 mm

Front brake three-way union (male union) to brake servo (female union and inline union). Length approx. 25 mm.

Rear brake three-way union (male union) to brake servo (female union and inline union). Length approx. 2.1 m.
Therefore, as a summary, the required parts for the above brake lines are as follows
- 3.5 (ish) m of brake pipe
- 6 x male unions
- 6 x female unions
- 2 x inline male connectors
- 2 x three-way unions
From here it’s a simple case of turning the plan into reality. Well not quite! From inspection it is evident there are some very tight bend radii, especially at the front where the hard-line meets the flexi and bends over the chassis rail. In addition, although not shown above, AK’s suggestion is to use a hard line connection into the brake servo. I would prefer to use a flexible connection to avoid metal fatigue on these parts. So clearly a few modifications are required, but more on that later.
Making some lines
To start with I needed some brake pipe, unions, and flaring tools. For the brake pipe, I purchased some copper brake pipes for a Rover 25. I purchased this, along with a brake flare tool (plus numerous other tools) from a retiring mechanic who lived close by.
 |
| Copper brake parts from Rover 25. |
The Rover brake kits come with a selection of pre-cut lengths and imperial unions. Note that both these silly imperial unions/flare and the precut pipe lengths are useless to me, so they will be cut down to length. However, the first challenge is to straighten them out. Whilst you can purchase pipe straightening tools, I found that by placing the pipe between some odd rag and pulling the pipe through a gently closed bench you could get a decent straight section of pipe.
 |
| Straighten brake line. |
Adding Some Flare
With my second-hand flame master tool (stock image is shown below) I was all set to create some flares.
 |
| Stock image of flare master. |
As this is my first time creating pipe flares, I thought it was wise to practice on some scrap pipe. My first few flares went very smoothly and were easy to create. To test my first female flares, I offered them up to the installed brake flexi, and they appeared to make a good seal. However, I then got over cocky as after a few tests I then over tightened the flare tool and snapped the bridge….. bugger!!!!
 |
| Broken bridge for Flaremaster. |
I initially thought I could replace the broken part, but things got tricky as I soon learned that this original Flaremaster was superseded 10 years ago by a new Flaremaster 2 (classic naming convention). This meant that you could no longer buy replacement parts for the original anymore, not even on eBay! The broken weak bridge was clearly a known issue as the Flaremaster 2 is very similar all be it with updated bridge design.
So I fired up the laptop and to browse eBay and Amazon to look for a new brake flare tool. Cutting a long story short, I initially purchased a new hand flare tool, which subsequently broke before finally, third time lucky, settling on a vice flare tool.
 |
| Replacement pipe flare tool. |
The challenge with this bench tool is setting the correct height of the pipe above the clamp. If the pipe is too heigh the flare bends over and collapses, but not high enough a very small flare, which won't seal properly is produced. After several trial and error attempts, I could readily produce decent flares. Although I will say this tool was not as simple to use as the original brake flare tool which I broke.
The method I settled on is to dip the pipe end to be flare in a drop of brake fluid. Then place the pipe into the correct size jaw, with just enough pipe sticking out the top, such that the top is in line with the widest part of the flare die when it's resting on the clamp.
 |
| First Female flare |
 |
| Male flare with union. |
Making for the Brake Lines
Now that I’ve learned how to create a flare, the next step is to make the actual brake lines. The AK build manual suggests that you start by making the short pipe by the front offside corner. However, from my earlier diagram, this pipe seems to have a tight bend radius which is also very close to the union. I think a simpler pipe to start with is the rear offside (green in the diagram above) pipe. This run is a lot simpler, as it’s a short section of pipe with no bends, a male flare at one end and a female flare at the other.
For this run, I began by cutting down a small oversized section of pipe with some pipe cutters. Then creating a female flare on end it can be secured to the brake flexi, already mounted to the chassis. To determine the correct length of this pipe section, I need to know the location of the three-way union, which mounts to the differential plate.
 |
| The first section of brake pipe. |
In order to determine the location of this three-way union, I need to create the pipe run for the rear nearside caliper. This is a little trickier as it has to pass over the differential. Before bending any pipe, I started by planning the pipe route by bending some garden wire, as shown below. From this, I could cut a length of pipe to the approximate length and then copy the bends onto the pipe.
 |
| Designing the route of the near side rear brake pipe. |
To create bends without kinking, I purchased a hand pipe bender. This is a simple tool that allows you to bend pipe around a constant bend radius up to a given angle.
 |
| Scrap pipe used to determine the location where the bend starts |
The challenge with this tool is knowing where to make the bend in the pipe such that it matches the required location on the chassis. To overcome this, I took a scrap piece of pipe and put a 90-degree bend in it. Before removing the pipe from the tool I marked and then cut the pipe where it entered the tool. I can then use this 90-degree bend template to mark on where bent sections need to start on the actual pipe.
With this pipe bending technique sorted, it was an easy job to gradually bending the brake pipe to the required shape following the wire template. At each stage, I offered up the partially bent pipe to the differential plate to ensure its fitment.
 |
| Nearside rear brake line mainly bent into place. |
With the majority of both rear caliper lines done it is then a case of cutting these pipes down to length, creating the male flares and then connecting them to a three-way union. To determine the correct length of pipe I created another ‘template tool’ which consists of a scrap piece of pipe that has a male flare in one end. Placing this template along the actual brake pipe in situ, you can then fasten the male union it into the female three-way union and put a mark on the real pipe where this template ends. By transferring the templates pipe length back to the actual pipe you have a gauge of where to cut and flare. Of course, remember to add a few extra ‘mm’ to count for the flare process.
 |
| Cutting the pipe section down to length with one of the template pipes. |
 |
| Transfer the required pipe length back to the actual pipe. |
With the pipes cut to length the last step is to add the male unions (in the correct direction) to each pipe before creating the flares. I Must confess I did forget to add the unions prior to flaring once, but its a mistake you don’t make again.
 |
| Complete rear brake lines |
With both pipes created they can now be installed connected together. Before adding the final rear pipe (which runs along the length of the chassis rail), I decided to secure the three-way union to the differential bulkhead. This meant that I would have a fixed location to start the run from.
 |
| Assembled rear brake lines |
To mount this three-way union, drill a hole through the 10 mm steel plate which makes up the differential bulkhead. The challenge with drilling this hole is its awkward location, being so close to chassis rail, which means you require a 90-degree chuck. Once a 4
mm diameter hole is drilled it is taped with an M5 x 0.8 pitch die and the bolt can be installed. Despite drilling a through-hole I have chosen to tap a thread here, rather than using a nut, as I wanted to practice using my new tap and die set :D.
 |
| Tapping the first bolt thread in my AK |
Now for the long pipe run from the rear to the brake servo at the front of the chassis. I started by making a 90-degree bend at one end of pipe length. With this pipe offered up to the bolted three-way union, and using my male pipe template tool this pipe section can be cut down to length. For the remainder of the route, it’s a case of estimating the required angle, marking the location of the bend (with the 90deg template tool) and repeating. I always urged on side of a smaller angle, as its easier to increase the angle rather than decrease it. The challenge here is mainly the long unwieldy length of straightened pipe as you work through the bends in turn. Gradually doing each bend at a time you start to make progress down the chassis rail.
 |
| Pipe section taped to frame rail. |
Towards the end of this round, you need to guide the pipe around the cut out in the chassis for the bell housing. The expected route is to bend the pipe up onto the top face of the rail and carefully guide it along the small top surface left in the cut out region. You do need to be fairly accurate with the bends here as this top face is very narrow.
As you are bringing the pipe onto the top surface of the chassis you need to know where the body stops resting on the chassis. To determine this the build manual says to mark this location on the chassis with tape, before removing the body. As you can see from my chassis I forgot to make this mark, and the body is currently supported in the ceiling rafters….. bugger. The solution was a quick browse on other AK blogs to determine where they have made such a mark. The solution appears to be just before the aforementioned bell house cut out.
 |
| Brake pipe near the bell housing cutout. |
Further additional bends are then required to line this pipe up with the front brake pipe before they are both fastened to the chassis. However, at this point, I switched my attention to the front pipes.
Front brake lines
The simplest front brake pipe section to make is that which comes from the offside brake flexi to the front three-way union (purple pipe in the first figure). Given the shortness of this pipe and the tight bend radius, I chose to initially cut a section of pipe and add in a female flare and union. You will not be able to get the union to pass the bend once it is created, so the union goes on now. Then carefully bend the pipe around a small socket, held in a vice. When doing this be careful to go slow to avoid putting a kink the pipe.
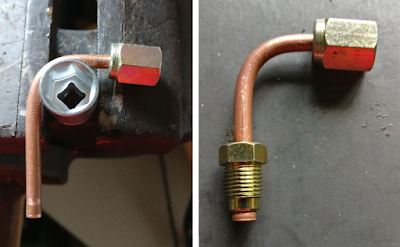 |
| Offside front brake pipe. |
The process of creating the near side brake line is very similar to the process for making the corresponding pipe at the rear e.g. create a pattern from garden wire and then transfer it in stages to the actual pipe.
 |
| The planned route for near side brake pipe. |
 |
| Wire template of the route. |
 |
| First bend on nearside front brake |
 |
| Almost completed nearside front brake pipe |
With the near side front brake pipe passing along the rear face of the front cross member, it then needs to be lined up with the front three-way union. By this point, I was getting pretty good at estimating angles and lengths.
 |
| Finalizing the length of the front nearside brake pipe. |
The last step section of brake pipe to make goes from this front three-way union to the brake servo. This pipe is a little tricky to route due to the tight space and required bends. I finally settled on the route shown below.
With the brake lines completed, the next step is to finish off there mounting at the front of the chassis and secure the lines in place. That though is enough for this marathon entry!











































































{kind=link}
{kind=link}